专题:
2022年湖北省技能高考机械类的考试大纲已经公布了,下面是相关内容,同学们赶快来看看吧!
2022年湖北省技能高考机械类考试大纲
一、考试性质
2022 年湖北省普通高等学校招收中等职业学校毕业生技能高考,是由中等职业学校(包括中等专业学校、职业高中、技工学校和成人中专)相关专业毕业生参加的选拔性考试。机械类技能考试的专业知识、技能操作考试,应当具有一定的信度、效度和必要的区分度。
二、考试依据
(一)依据中华人民共和国人力资源和社会保障部《中华人民共和国职业分类大典 2015 版》(人社部发[2015]76 号)和《国家职业技能标准》。
1.职业(工种)名称:车工,职业编码:6-18-01-01
(1)职业定义:操作车床,进行工件旋转表面切削加工的人员。
(2)职业技能等级:初、中级(五、四级)。
(3)职业能力特征:具有一定的学习和计算能力;具有较强的空间感和形体知觉;手指、手臂灵活,动作协调。
2.职业(工种)名称:铣工,职业编码:6-18-01-02
(1)职业定义:操作铣床,进行工件平面、沟槽、曲面等型面切削加工的人员。
(2)职业技能等级:初、中级(五、四级)。
(3)职业能力特征:具有较强的学习能力、表达能力、计算能力、空间感,形体知觉及色觉正常,手指、手臂灵活,动作协调、准确。
3.职业(工种)名称:工具钳工,职业编码:6-18-04-06
(1)职业定义:使用钳工工具和设备,加工、装配与调试工具和样板的人员。
(2)职业技能等级:初、中级(五、四级)
(3)职业能力特征:具有一定的学习、表达和计算能力;具有一定的空间感、形体知觉及较敏锐的色觉;手指、手臂灵活,动作协调。
4.职业(工种)名称:焊工,职业编码:6-18-02-04
(1)职业定义:操作焊机或焊接设备,焊接金属工件的人员。
(2)职业技能等级:电焊工,初、中级(五、四级)
(3)职业能力特征:具有一定的学习、理解、分析及表达能力,良好的视力,基本的辨别颜色及识图能力;手指手臂能灵活、协调地操作焊接设备。
(二)参照中华人民共和国教育部《中等职业学校专业教学标准(试行)》(教职成厅函〔2014〕11 号)和《职业教育专业目录(2021 年)》(教职成〔2021〕2号)。
1.中等职业学校机械制造技术专业教学标准,专业代码:660101(原 051100);
2.中等职业学校机械加工技术专业教学标准,专业代码:660102(原 051200);
3.中等职业学校机电技术应用专业教学标准,专业代码:660301(原 051300);
(说明:新的专业目录,将其转为 6603 自动化类,后续视情况将不再纳入机械类技能高考)
4.中等职业学校数控技术应用专业教学标准,专业代码:660103(原 051400);
5.中等职业学校模具制造技术专业教学标准,专业代码:660108(原 051500);
6.中等职业学校焊接技术应用专业教学标准,专业代码:660105(原 052200);
(三)参照湖北省教育厅《湖北省职业院校数控技术专业中高职衔接教学标准(试行)》(鄂教职成〔2014〕6号)。
(四)执行《中华人民共和国标准化法》确定和最新颁布施行的机械加工国家标准、行业标准、地方标准和企业标准。
三、考试方法
机械类技能考试主要包括专业知识考试、技能操作考试两个组成部分。技能考试总分 490 分,其中专业知识考试 150 分,技能操作考试 340 分。
用计算机辅助进行专业知识考试(简称“机考”),考试时间 60 分钟。在实训场地进行技能操作考试,分为车工、铣工、钳工、焊工 4 个不同工种,由考生报名时自主选择其中 1 个工种参加考试,考试时间 150 分钟。
四、考试内容与评分办法
以形成的中职毕业生从业能力为立足点,实现技能考试内容与中职毕业生从业技能的需要相互兼容,在识记、理解、运用、综合运用各个层面,充分融合专业知识和技能操作的职业技能要素,合理运用专业知识考试、技能操作测量手段,将专业知识融入技能操作考试内容,将技能操作融入专业知识考试内容。
第一部分机械制造专业知识考试内容与评分办法
一、机械制图与机械识图
(一)制图基本知识
1.识记内容:国家标准中有关图幅、标题栏、比例、字体、图线、尺寸注法(含简化注法)等机械制图的基本规定。
2.理解内容:正多边形、斜度和锥度、圆弧连接和椭圆等简单平面图形的画法。
3.运用内容:会简单平面图形的作图与尺寸标注。
(二)投影基础
正投影作图基础
1.识记内容:投影法的分类、应用;正投影法的概念、投影特性、基本性质;三视图的概念、投影轴、投影面名称(简称、字母)。
2.理解内容:三视图的形成过程、投影对应关系、投影规律、方位对应关系。
3.运用内容:会简单形体三视图作图。
点、线、面的投影
1.识记内容(无)
2.理解内容:点的坐标表示法,点的三面投影规律,重影点的表示方法;各种不同类型直线的投影特点;平面的表示方法,不同位置平面的投影特点。
3.运用内容:点的位置及重影点可见性判别;直线上的点的判断,两直线位置关系的判断;平面上的点和直线的判断。
立体及其表面交线
1.识记内容:基本体的概念及分类;立体表面交线(截交线、相贯线)的概念。
2.理解内容:基本体投影的画法;平面与常见立体截交线的画法;立体与立体相交相贯线的画法;回转体正交与相贯线特殊情况。
3.运用内容:立体表面取点、取线及可见性判断。
轴测图
1.识记内容:轴测投影的概念、投影特性和轴测图的种类。
2.理解内容:轴测图的基本作图方法;正等轴测图的作图方法。
3.运用内容:会简单形体正等轴测图的识图。
组合体
1.识记内容:组合体的概念、组合形式。
2.理解内容:组合体三视图的表达及尺寸注法;组合体三视图的形体分析法、线面分析法。
3.运用:会组合体三视图的识图。
(三)机件的常用表达方法
1.识记内容(无)
2.理解内容:六个基本视图、向视图、局部视图(包括局部放大图)、斜视图的画法和注法;剖视图的画法和注法;断面图的画法和注法;机件常用的简化表示画法和注法。
3.运用内容:工程图样的识图、补图、补线。
(四)常用件和标准件的表示法
1.识记内容(无)
2.理解内容:螺纹、螺纹紧固件及其连接的画法、注法;键、销及其连接的规定画法、注法;标准直齿圆柱齿轮画法及啮合画法;滚动轴承的画法(含通用画法、特征画法、规定画法)、注法。
3.运用内容:常用件和标准件的识图。
(五)零件图
1.识记内容:零件图的内容、作用及视图选择原则。
2.理解内容:零件图的合理视图、常见工艺结构表达、识图方法;零件图尺寸基准、尺寸标注、极限与配合、表面结构、几何公差、技术要求的含义和注写。
3.综合运用内容:中等复杂程度的零件图识读。
(六)装配图
1.识记内容:装配图的内容、作用。
2.理解内容:装配图的常用表达方法、尺寸注法、配合注法、技术要求;零部件序号编写、明细栏填写;装配图拆分画零件图的方法。
3.运用内容:简单装配图的识读;车工、钳工、铣工简单配合件的装配图和零件图的识读。
二、机械基础
(一)常见机械连接
1.识记内容:螺纹主要类型、特点、应用;键、销连接分类、特点与应用;常用
联轴器功用、类型、特点和应用;常用离合器功用、类型、特点和应用。
2.理解内容:普通螺纹的标记;螺纹连接主要类型、应用、结构特点、标注方法、
防松方法和拆装要领;平键、销的选用方法、结构形式、主要失效形式、平键和销的标记。
3.应用:普通螺纹连接中移动件移动方向的判定。
(二)常用机械传动
1.识记内容:带传动工作原理、特点、类型及应用;普通 V 带传动主要参数、结构特点和选用原则;齿轮失效形式与常用材料,齿轮传动特点、分类及应用。
2.理解内容:带传动安装、维护和使用方法;标准直齿圆柱齿轮基本参数、主要几何尺寸计算公式;标准直齿圆柱齿轮传动的标准安装方法和正确啮合条件。
3.运用内容:带传动的平均传动比计算;标准直齿圆柱齿轮的主要几何尺寸的计算;简单的定轴轮系(齿轮传动)传动比计算。
4.综合运用内容:齿轮测量与修复计算。
(三)支承零部件
1.识记内容:轴的分类、结构特点、常用材料;常用滚动轴承的类型、结构特点、代号。
2.理解内容:常用轴的结构对轴上零件的固定、轴的加工、轴上零件的装拆以及减少应力集中的要求;滚动轴承的内外径配合要求、预紧方法及拆装方法。
3.运用内容:简单轴系的结构分析。
(四)机械的密封和润滑常识
1.识记内容:常用密封装置分类、特点及应用;机械常用润滑剂及选用原则。
2.理解内容:机械典型零部件的润滑方法及管理。
3.运用内容:日常生活中常见零部件的润滑方法选用。
(五)节能环保与安全防护
1.识记内容:机械对环境的污染;机械装置的危险部位和危险零部件;了解机械制造企业安全生产标准化规范(AQ/T7009-2013)、企业安全生产标准化基本规范(GB/T33000-2016)。
2.理解内容:机械污染的成因及防止措施、三废减少及回收处理等;机械伤害的成因与安全防护措施。
3.运用内容:技能操作考试现场的安全防护。
三、极限配合与技术测量
1.识记内容:极限与配合的术语、定义和相关标准;几何公差的项目、分类、符号或代号、注法;表面粗糙度的符号、代号、注法、意义。
2.理解内容:基准制、配合、公差等级及配合的分类;几何公差及公差带含义;常用通用量具(如游标卡尺、千分尺、量缸表、万能角尺等)及专用量具(如螺纹规、样板等)的校准、维护。
3.运用内容:极限尺寸、偏差、公差的简单计算和配合性质的判断;量具的正确使用;零件的测量与合格性判断。
四、机械加工工艺基础
(一)金属材料及热处理
1.识记内容:强度、塑性、硬度的概念;常用金属材料的分类、牌号、含义。
2.理解内容:常用金属热处理的方法如退火、正火、淬火、回火、调质、时效处理的目的、应用;金属表面处理的一般方法。
3.运用内容:常用金属材料的牌号的识读;合理选择常用热处理、表面处理工艺。
(二)金属切削和刀具的一般知识
1.识记内容:切削运动概念;常用刀具材料及其适用范围;切削液的常用种类及适用范围;常用金属材料及热处理后的可切削性。
2.理解内容:切削用量三要素选用原则;常用刀具的主要角度及其作用;切削过程中的基本规律,如切屑层的变形、切屑的类型、积屑瘤形成机理及控制、切削热及切削温度、刀具磨损及刀具寿命等。
3.运用内容:切削用量三要素简单计算;常用刀具材料选择与常用角度选择。
(三)常用金属切削机床及应用
1.识记内容:常用机床如车床、铣床、刨床、磨床、钻床的型号及含义。
2.理解内容:常用机床的加工特点、范围及精度。
3.运用内容:根据加工要求选择正确的机床类别。
(四)机械加工工艺规程的制订
1.识记内容:生产过程、工艺过程、生产纲领、生产类型、工序、工步等概念;常用定位方法及定位元件的合理选择基本知识;典型表面(内外圆、孔、平面加工方法、成形表面等)的加工方法及选择加工方案的基本知识。
2.理解内容:定位基准的选用原则及工件安装的基本要求;影响加工表面质量的主要因素及控制措施;拟定工艺过程的基本原则和步骤。
3.运用内容:简单零件工艺流程(卡)的编写;简单零件加工工艺路线的合理性判定;典型多工种复合加工的工艺流程(卡)的阅读。
(五)数控加工技术
1.识记内容:数控加工的安全操作规程;数控机床的基本构成;机床坐标及工件坐标系;数控编程的基础知识。
2.运用内容:能编制由直线、圆弧、斜面等要素组成的二维轮廓数控加工程序;能进行对刀并确定相关坐标系;能设置刀具参数。
3.综合运用内容:能对数控机床进行正确操作和常规保养;能根据给定零件的图样,按要求合理选择毛坯、刀具、确定切削参数,编制工艺文件,编写数控加工程序。
五、(车工、铣工、钳工)工种操作知识
(一)车工操作知识
1.识记内容:车工图纸识图相关知识;典型工艺流程(卡)的识读相关知识;车床认知与操作、安全用电、钳工基础、常规保养等相关知识;安全文明生产、劳动保护与环境保护等相关知识;质量管理知识;劳动法等相关法律、法规知识。
2.理解内容:车削用量、切削液的选择和断屑措施;常用车削刀具及材料的选择、使用、刃磨;常用量具的选择、使用、保养;工件的安装、找正方法;典型车工技能要素如轴、套、切断和车沟槽、内外圆锥面、特形面、(单线)普通螺纹和梯形螺纹、表面修饰(光整和滚花加工)、细长轴、薄壁套、偏心、畸形工件等的加工方法与测量方法。
3.运用内容:车加工技能要素的加工运用。
4.综合运用内容:车加工工艺方案的制定;车加工零件精度控制和不合格原因分析。
(二)铣工操作知识
1.识记内容:铣工图纸识图相关知识;典型工艺流程(卡)的识读相关知识;铣床认知与操作、安全用电、钳工基础、常规保养等相关知识;安全文明生产、劳动保护与环境保护等相关知识;质量管理知识;劳动法等相关法律、法规知识。
2.理解内容:铣削用量、切削液的选择;铣削刀具的选择、安装、使用;常用量具的选择、使用、保养;工件的安装、找正方法、测量方法;机床零位的调整方法;典型铣工技能要素如平面和连接面、台阶和槽(沟槽、键槽、V 槽、T 型槽)、切断、坐标孔系等的加工方法与测量方法;分度头的使用及加工直齿圆柱齿轮、花键轴、角度面、刻线的方法;简单的钳工操作如划线、锉等。
3.运用内容:铣加工技能要素的加工运用。
4.综合运用内容:铣加工工艺方案的制定;铣加工零件精度控制和不合格原因分
析。
(三)钳工操作知识
1.识记内容:钳工图纸识图相关知识;钳工典型工艺流程(卡)的识读相关知识;钻床认知与操作、常规保养等相关知识;安全文明生产、劳动保护与环境保护等相关知识;质量管理知识;劳动法等相关法律、法规知识。
2.理解内容:钳工常用工具、刀具、辅具等的选用;切削用量、切削力和切削液的选用;量具的选择、使用、保养;工件的安装、找正;钳工技能要素如一般工件的平面划线和立体划线、锉削、锯削、錾削,孔及螺纹加工、刮削和研磨、铆接和粘接、校正和弯曲、装配等的加工方法与测量方法。
3.运用内容:钳加工技能要素的加工运用。
4.综合运用内容:钳加工工艺方案的制定;钳加工零件精度控制和不合格原因分析。
六、试卷结构、答题要求、评分办法
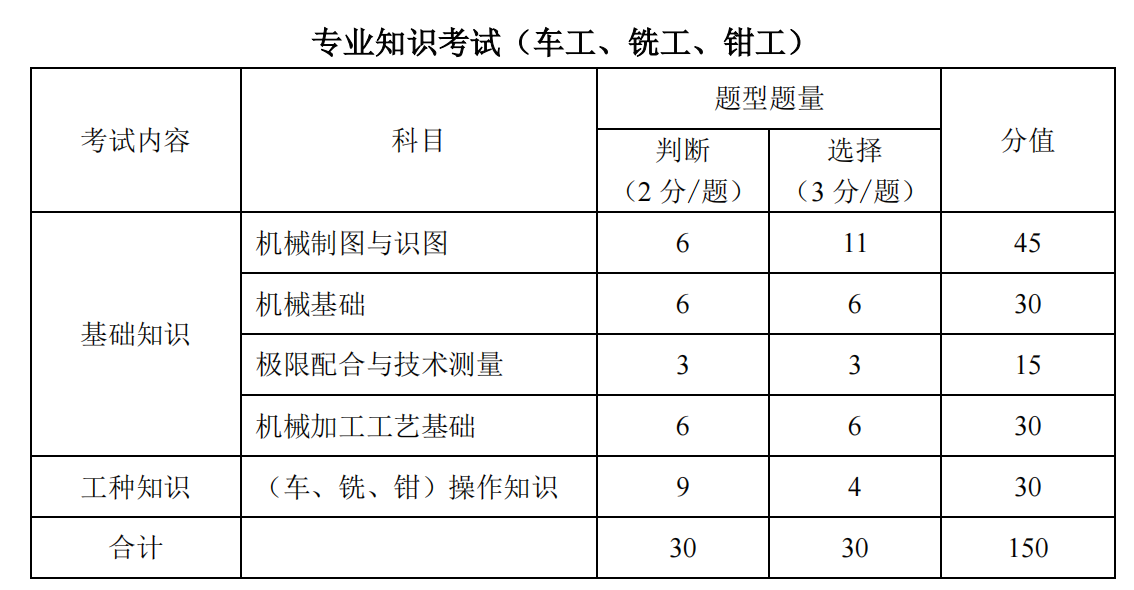
1.专业知识考试用计算机辅助方式进行,考试时间为 60 分钟,在考生向系统提交答卷时自动完成机考,满分为 150 分。
2.专业知识考试的组成内容、分值分配、题型题量如下表所示:
七、题型示例或考试样卷
第二部分机械制造技能操作考试内容与评分办法
一、车工技能操作考试内容
根据零件图纸,合理选择加工刀具、量具、夹具、切削用量、调整机床,安装工件,使用工具、量具,操作车床(CA6140A)完成零件加工。考试内容如下:
(一)操作基础
1.加工图纸的识读:读懂轴、套、盘类和圆锥、螺纹及圆弧等零件图和简单配合件加工图。
2.合理编排简单零件的车削加工顺序。
3.正确选择和使用加工工具、刀具、量具、夹具、切削用量、切削液等。
4.正确操作和简单维护车床。
5.能对已加工工件进行自检自评,并按要求填写相关表格。
6.安全文明生产。
(二)操作技能要素及要求
1.车削外圆、端面、台阶轴
(1)外径尺寸公差 IT8。
(2)台阶长度公差等级 IT9。
(3)表面粗糙度 Ra1.6μm。
2.切断和车沟槽
(1)直进法切断,切入深度:钢料为不大于 22mm,铸件为不大于 25mm,切断面平面度误差小于 0.1mm。
(2)内沟槽、外沟槽、直形或圆弧形槽,符合图样要求。
(3)槽直径尺寸公差 IT8,槽宽尺寸公差 IT10,表面粗糙度 Ra3.2μm。
3.车削圆锥面
(1)用转动小拖板法车制常用内、外圆锥面。
(2)用万能角度尺或角度样板检查锥体斜度、锥度,公差为 AT9;或用圆锥量规作涂色检验(要求接触面积不少于 60%)。
(3)表面粗糙度 Ra3.2μm。
4.螺纹(单线)加工
(1)车制普通三角形螺纹(螺距不大于 3.0mm)
A.普通螺纹精度 8 级,用螺纹量规检查合格。
B.螺纹顶径精度 IT10。
C.表面粗糙度 Ra3.2μm。
(2)能用板牙和丝锥套、攻螺纹
A.普通螺纹精度 8 级,用螺纹量规检查合格。
B.螺纹顶径精度 IT10。
C.表面粗糙度 Ra3.2μm。
5.孔的加工
(1)钻孔精度 IT10,表面粗糙度 Ra6.3μm。
(2)钻、扩、铰工艺加工孔时孔径精度 IT8,表面粗糙度 Ra3.2μm。
(3)盲孔车削深度不超过 40mm,尺寸公差 IT9,表面粗糙度 Ra3.2μm。
6.成形面的(手动)加工
(1)表面粗糙度 Ra6.3μm。
(2)用曲线样板检测圆度误差不超过±0.2mm,测球的直径公差不超过
±0.15mm。
(3)不得用锉刀、砂布。
7.综合零件加工
7.1 车削多台阶轴零件
(1)车床主轴类台阶轴。
(2)尺寸公差、几何公差、螺纹公差、表面粗糙度等应满足单项技能要素要求。
(3)同轴度误差小于 0.05mm(用百分表测量)。
7.2 车削套(孔)类零件
(1)简单套(孔)类零件。
(2)尺寸公差、几何公差、螺纹公差、表面粗糙度等应满足单项技能要素要求。
(3)同轴度误差小于 0.05mm(用百分表测量)。
(4)端面对孔轴线垂直度误差小于 0.03mm/100mm。
7.3 车削简单圆盘类零件
(1)机床端盖类简单零件。
(2)尺寸公差、几何公差、螺纹公差、表面粗糙度等应满足单项技能要素要求。
(3)同轴度误差小于 0.05mm(用百分表测量)。
(4)端面对孔轴线垂直度误差小于 0.03mm/100mm。
7.4 车削成形面
(1)凹凸圆弧、单球手柄。
(2)尺寸公差、几何公差、螺纹公差、表面粗糙度等应满足单项技能要素要求。
(3)不得用锉刀、砂布。
7.5 孔轴配合件加工
(1)轴与套的简单配合加工。
(2)尺寸公差、几何公差、螺纹公差、表面粗糙度等应满足单项技能要素要求。(3)直径方向配合间隙小于 0.05mm。
(4)长度方向配合尺寸小于 0.05mm。
(5)锥面配合接触面积不少于 60%。
(6)螺纹配合在全螺纹长度内旋合自如。
(三)安全文明生产及其他
1.设备设施的正确使用、维护与保养。
2.职业道德及安全文明生产。
二、铣工技能操作考试内容
根据零件图纸,合理选择加工刀具、量具、夹具、切削用量、调整机床,安装工件,使用工具、量具,操作铣床(X8126)完成零件加工。考试内容如下:
(一)操作基础
1.加工图纸的识读:读懂带斜面的矩形体、带槽或键的轴、套筒、带台阶或沟槽的多面体等零件图、简单正等轴测图和简单配合件加工图。
2.合理编排简单零件的铣削加工顺序。
3.正确选择和使用加工工具、刀具、量具、夹具、切削用量、切削液等。
4.正确操作和简单维护铣床。
5.能对已加工工件进行自检自评,并按要求填写相关表格。
6.安全文明生产。
(二)操作技能要素及要求
1.平面和连接面的加工
(1)铣矩形工件时:尺寸公差等级 IT9;垂直度和平行度 8 级;表面粗糙度Ra3.2μm。
(2)铣斜面和角度面时:尺寸公差等级 IT11;倾斜度公差为±10′。
2.台阶和槽的加工
(1)台阶、沟槽、键槽:尺寸公差等级 IT9;特形沟槽尺寸公差等级 IT11。
(2)表面粗糙度 Ra3.2μm。
(3)平行度 7 级,对称度 9 级。
3.刻线与工件切断
3.1 工件刻线
(1)尺寸公差等级 IT9。
(2)对称度 9 级。
(3)角度公差±6′。
3.2 工件切断和窄槽铣削
(1)尺寸公差等级 IT9。
(2)对称度 9 级。
(3)表面粗糙度 Ra3.2μm。
4.坐标孔系的加工
(1)轴线平行的孔系(两孔或不在同一直线上的三个孔)。
(2)孔径尺寸公差等级 IT9;
(3)孔距公差 0.1mm;
(4)表面粗糙度 Ra3.2μm。
5.综合零件加工
5.1 技能要素的组合加工
(1)直角沟槽、直角凸台、斜面、V 型槽、键槽、坐标孔系等要素的组合加工。
(2)尺寸公差、几何公差、表面粗糙度等应满足单项技能要素要求。
5.2 配合件加工
(1)直角凸凹模配合件的加工。
(2)尺寸公差、几何公差、表面粗糙度等应满足单项技能要素要求。
(3)配合位置间隙小于 0.05mm。
(三)安全文明生产及其他
1.设备设施的正确使用、维护与保养。
2.职业道德及安全文明生产。- 15 -
三、钳工技能操作考试内容
根据加工零件图纸,合理选择加工工具、刀具、量具、夹具,正确安装工件,使用工具、量具,用手工及钻床(Z516)完成零件加工。考试内容如下:
(一)操作基础
1.加工图纸的识图:读懂钳工常见的零件图及简单配合件加工图。
2.合理编排加工工艺(工序与工步)流程。
3.正确选择加工工具、刀具、量具、夹具、切削用量等。
4.正确操作钻床。
5.能对已加工工件进行自检自评,并按要求填写相关表格。
6.安全文明生产。
(二)操作技能要素及要求
1.一般工件的平面划线和立体划线
(1)借助高度尺、游标卡尺、角度尺、划规、划针、样冲、平尺等划线。
(2)借助分度头的简单分度、划线。
2.锉削
(1)在 100mm×80mm 的范围内锉削加工角度样板、镶配件。
(2)平面度公差等级 IT9,平行度 IT9。
(3)表面粗糙度 Ra3.2μm。
3.锯削
(1)在 60mm×60mm 的范围内或Φ40mm 圆钢。
(2)平面度公差小于等于 0.8mm,尺寸精度 IT12。
4.錾削
(1)能錾削 20mm×3mm×2mm (长×宽×高)的沟槽。
(2)尺寸精度 IT12。
5.孔的加工
(1)在同一平面内钻、铰(手铰)二、三个孔,孔径小于等于 10mm。- 16 -
(2)钻削尺寸公差等级 IT9,表面粗糙度 Ra6.3μm。
(3)铰削尺寸公差等级 IT8,表面粗糙度 Ra1.6μm。
(4)位置度公差Φ0.2mm。
(5)孔距公差 0.2mm。
6.螺纹的加工
(1)手动方式攻或套加工螺纹。
(2)螺纹精度等级 IT8。
(3)表面粗糙度 Ra3.2μm。
7.综合零件的加工
7.1 能制作简单几何图形的零件,并达到精度要求
(1)平面、直角、斜度、曲线、螺纹、孔等要素组成的零件加工。
(2)尺寸公差、几何公差、螺纹公差、表面粗糙度等应满足单项技能要素要求。
7.2 燕尾块、半燕尾块、多角度样板、曲线样板等配合件的加工
(1)尺寸公差、几何公差、螺纹精度、表面粗糙度等应满足单项技能要素要求。
(2)配合间隙小于 0.05mm;按图纸有对应互换要求时,配合间隙不大于0.08mm。
(三)安全文明生产及其他
1.设备设施的正确使用、维护与保养。
2.职业道德及安全文明生产。
四、机械制造技能操作评分办法(车工、铣工、钳工)
1.技能操作考试成绩由试件分和现场分两部分组成,其中试件分 320 分,现场分20 分,共计 340 分。
2.试件分是考评员针对考生完成的试件进行评分,分值由尺寸精度、表面粗糙度、几何精度、配合精度、自检自评五项组成,合计 320 分;其评分依据是国家标准,按加工的精度等级不同设定 A、B、C、D、E 五档,权重分别为 1、0.85、0.7、0.6、0。
3.现场评分考查学生的安全文明生产内容,分值由规范穿戴、文明礼貌、设备操作、工量具使用、清理摆放五项组成,每项各 4 分,合计 20 分;同时,为保证考试与考生安全,操作过程中如发现考生有事故隐患,视情节扣 1-20 分。
4.技能操作考试按命题需要,试件可以是 1 件或相互独立的 2 件,也可以是配合件,试件的评分标准及分值分布如下:

五、机械制造技能操作考试样题
六、技能操作考试仪器设备和工具图示
第三部分焊接技术专业知识考试内容与评分办法
一、机械识图
(一)制图基本知识:与车工、铣工、钳工要求相同。
(二)投影基础
正投影作图基础:与车工、铣工、钳工要求相同。
(三)机件的常用表达方法:与车工、铣工、钳工要求相同。
(四)专业图样识读
1.识记内容:焊接装配图的规定画法、代号标注方法。
2.理解内容:焊缝符号、坡口的基本形式表示方法、焊接结构件的一般公差标注;
焊接装配图的技术要求的含义和注写。
3.综合运用内容:简单焊接装配图的识读。
二、机械基础
(一)常见机械连接 1.识记内容:螺纹主要类型、特点、应用;键、销连接分类、特点与应用。2.理解内容:普通螺纹的标记;螺纹连接主要类型、应用、结构特点、标注方法、
防松方法和拆装要领。
三、相关知识
(一)金属材料及热处理
1.识记内容:强度、塑性、硬度的概念;常用金属材料的分类、牌号、含义;铁
碳合金相图。
2.理解内容:常用金属热处理的方法如退火、正火、淬火、回火、调质、时效处
理的目的、应用。
(二)电工常识
1.识记内容:直流电和电磁基本知识;正弦交流电、三相交流电基本概念;变压
器结构和基本工作原理;电流表和电压表构造、工作原理和使用方法。
(三)冷加工常识
1.钳工常识:平面划线、錾削、锯削、锉削的基本知识。
2.钣金工基础知识:放样与号料、矫正、钻孔、成形加工。
四、焊接工艺基础
(一)安全卫生和环境保护
1.识记内容:安全用电的基本知识;焊接环境保护知识;焊接安全防护知识;消防相关知识。
(二)焊接电弧及弧焊电源知识
1.识记内容:焊接电弧的引燃方法及直流电弧弧柱温度分布;电弧静特性曲线的
意义,电弧电压和弧长的关系;对弧焊电源的基本要求;常用交、直流弧焊机的构造、
使用方法和维护保养方法。
(三)常用电弧及弧焊工艺知识
1.识记内容:焊条电弧焊的工艺特点、焊接参数和焊接坡口的基本形式与尺寸;焊接区域中气体(氢、氧、氮、一氧化碳等)的危害。
2.理解内容:气体保护焊的工艺特点、焊接参数;电弧焊常见缺陷的产生原因及
防止方法。
(四)常用焊接材料知识
1.识记内容:药皮的作用及类型;焊剂的作用。
(五)焊接接头及焊缝形式知识
1.识记内容:焊接接头的分类及接头形式;坡口形式、坡口角度和坡口面的含义;
焊接位置的种类;焊接参数对焊缝形状的影响;焊缝符号表示法。
(六)焊接用工具、夹具、量具、辅具设备知识
1.识记内容:焊接中常用装焊夹具的结构及使用特点;焊接变位机械的结构及使
用特点;其他焊接辅具的构造及应用。
(七)气焊与钎焊基础
1.识记内容:气焊与钎焊设备原理与应用;气焊与钎焊常用气体;气焊与钎焊常
用器具及材料;气焊与钎焊操作技术;气焊与钎焊安全要求及操作规程。
(八)自动化焊接基础
1.识记内容:自动电弧焊(埋弧焊)原理、种类及特点;自动电弧焊(埋弧焊)设备、
工具、夹具的安全检查要求;自动电弧焊(埋弧焊)工艺要领;自动电弧焊(埋弧焊)工件清理及装配要求;自动电弧焊(埋弧焊)工件接头表面清理方法;自动电弧焊(埋弧焊)设备、周边设备操作规程。
五、焊接操作知识
1.识记内容:焊接件图纸识图相关知识;常用电焊设备和气焊气割设备安全操作
知识;焊接常用工具、装焊夹具、辅具等的认知、使用、常规保养等相关知识;钳工基本知识;GB9448-1999《焊接与切割安全》的相关知识;劳动法、特种设备安全法等相关法律、法规知识。
2.理解内容:焊工设备常见故障的排除;正确选择、使用、保管焊接材料;焊条、焊剂与焊丝的工艺性能试验;常见焊接接头的焊接工艺参数选用。
3.运用内容:焊件图纸、工艺流程(卡)的阅读;普通焊接方法的应用;焊件外观质量控制、焊缝质量不合格原因分析与返修。
4.综合运用内容:焊工工艺方案的制定;熟练使用直流或交流焊条电弧焊机、气
焊气割设备,焊件达到一般外观尺寸要求。
六、试卷结构、答题要求、评分办法
1.专业知识考试用计算机辅助方式进行,考试时间为 60 分钟;在考生向系统提
交答卷时自动完成机考,满分为 150 分。
2.专业知识考试的组成内容、分值分配、题型题量如下表所示:
七、题型示例或考试样卷
第四部分焊接技能操作考试内容与评分办法
一、焊接技能操作考试内容
根据加工图纸,合理选择和使用工具、量具、夹具、焊接材料等,合理调整工艺
参数,正确使用焊工设备完成焊接件加工。具体考试内容如下:
(一)焊接技能操作基础
1.加工图纸的识图:读懂简单的焊接件图及技术要求。
2.合理编排加工工艺(工序与工步)流程。
3.正确选择焊接工艺参数等。
4.常用焊接工具、量具(如钢直尺、焊缝万能量规等)、夹具的合理使用与维护。5.焊接设备的使用、维护、一般故障排除。
6.焊接材料的使用、装配、保管与性能试验。
7.劳动保护与安全文明生产。
(二)焊接操作技能要素及要求
1.焊前准备
(1)焊接设备正确选用和使用焊接设备。
(2)正确使用打磨工具;打磨和清理坡口 20mm 处油污、水渍及铁锈;坡口尺
寸质量符合要求。
(3)正确选用劳动保护用品、工具及夹具的安全检查、焊机的安全检查。
(4)焊接设备调试:焊钳的正确使用、焊机各按钮、旋钮的正确使用及调节、
焊机调试。
2.焊接装配定位
2.1 焊接装配定位(平板对接焊件)
(1)正确使用打磨工具打磨焊缝正反面两侧 20—30mm。
(2)正确预留坡口装配间隙、正确控制错边量、正确预留反变形角度。
(3)正确选择焊条、正确选择定位焊焊接电流。
(4)正确选择定位焊缝施焊部位、定位焊缝尺寸符合标准、定位焊缝修磨。
(5)装配质量检查。
2.2 焊接装配定位(平角接焊件)
(1)正确使用打磨工具打磨焊缝两侧 20—30mm。
(2)严格按图纸规定位置进行点焊。
(3)正确的装配方式、正确预留反变形角度。
(4)正确选择焊条、正确选择定位焊焊接电流。
(5)严格按图纸规定位置进行点焊,定位焊缝长度符合规定要求。
(6)装配质量检查。
3.焊接质量检验
3.1 平板对接焊件质量检验
(1)正确使用焊接检测量具。
(2)坡口装配间隙检查。
(3)钢板反变形量检查。
(4)错边量检查。
3.2 平角接焊件质量检验
(1)正确使用焊接检测量具。
(2)装配定位焊缝位置、长度检查。
(3)钢板垂直度检查。
4.焊接件的加工
4.1 平板对接焊件的加工
试件尺寸为 300mm×125mm×12mm(长×宽×厚)的低碳钢板(Q235A)板对接
焊缝,在平焊位置进行手工焊条电弧焊操作,试件开 V 形 60±2゜坡口,钝边量和间
隙自定,单面焊双面成型,并达到质量要求。
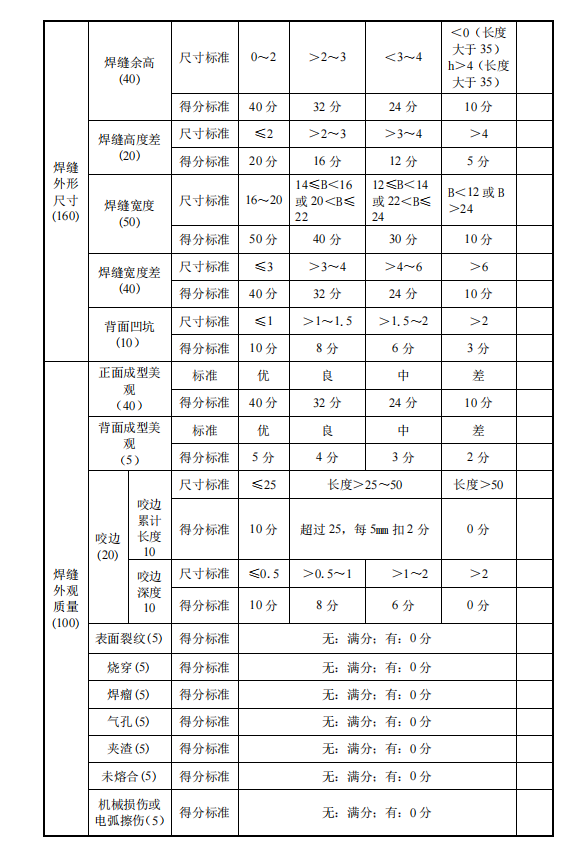
(1)焊缝外观质量:焊缝表面不得有裂纹、未熔合、夹渣、气孔、机械损伤或
电弧擦伤、焊瘤和未焊透缺陷;焊缝与成形美观,焊缝均匀细密,高低、宽窄一致。
(2)焊缝外形基准尺寸:焊缝宽度 16-20mm,焊缝宽窄差≤3mm,焊缝余高
0-2mm,余高差≤2mm,背面凹坑小于 25%的壁厚,且小于 1mm。
(3)焊后变形错位:焊后变形量角变形≤3°,错边量≤1mm。
(4)所有根部焊道背面和盖面焊道表面,不允许打磨。
4.2 平角接焊件的加工
试件尺寸为 300mm×125mm×12mm(长×宽×厚)的低碳钢板(Q235A)两块,
在平焊位置进行手工焊条电弧焊操作,试件为 I 形坡口。
1)焊缝外观质量:焊缝表面不得有严重裂纹、未熔合、夹渣、气孔、机械损伤
或电弧擦伤、未焊透缺陷;焊缝与成形美观,焊缝均匀细密,高低、宽窄一致。
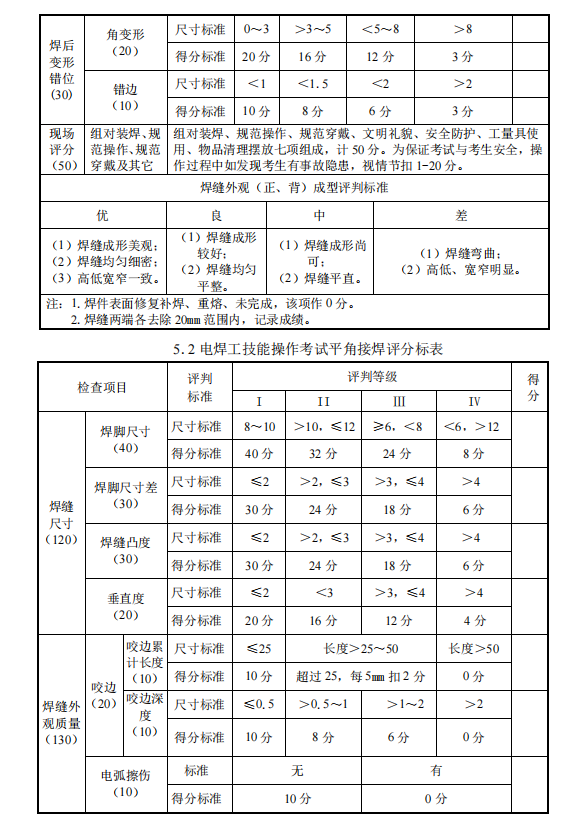
(2)焊缝外形基准尺寸:焊脚尺寸 8~10mm,焊脚尺寸差≤2mm,焊缝凸度- 23
0-2mm,垂直度≤2mm。
(3)平角接焊件组装后应严格按图纸要求进行点焊。
(4)焊接完成后,工件表面、焊缝及点焊表面,不允许打磨。
(三)安全文明生产及其他
1.工具、设备的正确使用、维护与保养
(1)常用工具的合理使用与保养;正确使用夹具,做好保养工作。
(2)正确使用和维护保养焊接设备;正确使用和维护保养辅助设备。
2.职业道德及安全文明生产。
(1)正确执行安全技术操作规程。
(2)按文明生产的规定,做到整洁,工件、工具摆放整齐。
二、焊接技能操作评分办法
1.技能操作考试成绩由试件分和现场分两部分组成,其中试件分 290 分,现场分50 分,共计 340 分。
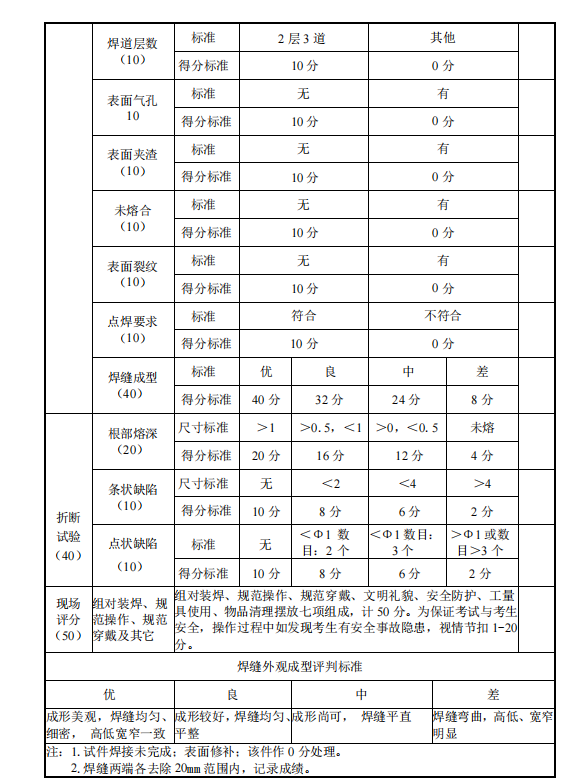
2.试件分是考评员针对考生完成的试件评分,分值分布参照国家职业标准初级电焊工技能鉴定考试标准中焊缝外观质量评分表、评分等级、权重。
3.现场评分考查学生的组对装焊、规范操作、规范穿戴、文明礼貌、安全防护、
工量具使用、清理摆放七项组成,计 50 分。为保证考试与考生安全,操作过程中如发现考生有事故隐患,视情节扣 1-20 分。
4.技能操作考试方式:方式 1,选取平板对接焊加工、平角接焊加工的两个项目
中的一种;方式 2,两个项目同时考核,得分取平均值;其中平角接焊加工项目 2023年及以后视情况纳入考试。

三、焊接技能操作考试样题
四、技能考试仪器设备或工具图示
五、说明
1.技能操作考试用设备名称、型号、生产厂家如下:
(1)普通卧式车床,型号 CA6140A,设备厂家为沈阳第一机床厂。
(2)万能工具铣床,型号 X8126B,设备厂家为昆明铣床厂。
(3)台式钻床,型号 Z516,设备厂家为杭州田林机械制造有限公司。
(4)焊机,型号 ZX5 或 ZX7 系列直流焊机。
(5)普通手提角磨机,砂轮直径 100mm。
2.技能考试物品配备:每个工位配备有必要的材料、工具、量具、刀具、辅具等,
所有物品按摆放彩图提示的要求在指定位置有序摆放,不允许考生自带相关物品。